 客服热线:
客服热线:














| 类型 : | 无心磨床 | 品牌 : | 协利 |
| 重量 : | 1000kg | 主电机功率 : | 5kw |
| 外形尺寸 : | 1300*960*1300 | 加工精度 : | 高精度 |
| 砂轮转速 : | 2800rpm | 磨削尺寸 : | 0.8-60 |
| 控制形式 : | 数控 | 适用范围 : | 通用 |
| 适用行业 : | 不锈钢制品 | 布局形式 : | 卧式 |
| 安装形式 : | 落地式 | 作用对象 : | 五金 |
| 产品类型 : | 全新 | 是否库存 : | 是 |
| 型号 : | WX-M2-60 | 售后服务 : | 保修一年 |
无心磨床研磨原理:无心研削法它是由磨削砂轮,调整轮和工件支架三个组织构成,其间磨削砂轮实践担任磨削的作业,调整轮操控工件的旋转,并使工件发作进刀速度,至于工件支架乃在磨削时支撑工件,这三种机件可有数种合作的方法,但中止研磨在外,原理上都相同。
数控无心磨床的导板调整技术,您知道多少?
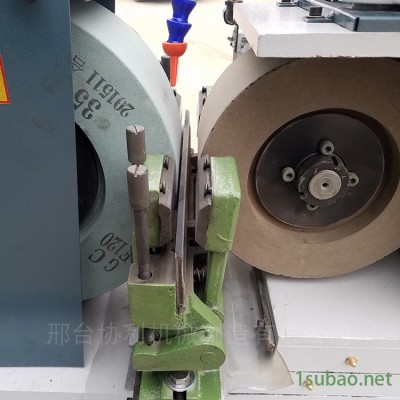
数控无心磨床的导板调整可以说是基本功,导板调整和角度的调整是相互配合的,下面协利有限公司介绍一种快速调整的方式,适用于新手。
首先调整好刀片到砂轮的距离,然后进导轮调到大概工件的直径,把工件放在导轮和砂轮中间,然后慢慢进导轮使导轮稍微夹持到工件,然后来回推动,找到接触点。接触点在中间的位置,感觉到工件推进去前面和后面松,中间稍微有点紧就可以了。
下面是需要调整导板了。首先把工件放进去,一般用长度比导板稍微长的工件调整 的效果好,工件的1/3放在砂轮和导轮中间,这个时候不能挤压到工件,工件进退要很顺,瓦房店机床用一根木棒或者其他的东西压着砂轮面的工件,使工件和导轮的表面平行。
另外就调整导板,把导板的调整的和工件面一样平,注意观察导板前后和工件的接触,不要有间隙。尤其是后面,如果有间隙会造成摆动。
说明:一般在靠近砂轮的位置,要稍微比外面低一点,一般是0.03.--0.05mm 左右,这样不会造成进去被砂轮磨磨伤或者撞到导轮。



























邢台协利机械制造有限公司生产大/小直径圆管抛光机、小型无心磨床、大直径外圆抛光机、无心抛光机、方管抛光机、六角抛光机、平面抛光机、圆球抛光机、砂带抛光机、异形件抛光机等磨抛设备,公司座落于华北机械制造之乡河北邢台高新技术产业开发区。
本公司多年以来从事抛光、研磨行业所用设备的研发、制造与销售,是一家实体企业,多年来以好的产品、合理的价位、创新的经营方式以及完善的售后服务,赢得了全国二十几个省、市、地区广大用户的好评, 企业创办之初,就以好起点,好质量严格要求自己。我公司热诚欢迎国内外新老用户诚挚合作,光临指导,洽谈业务。











